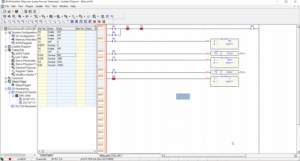
Lập trình PLC Fatek dùng phần mềm WinProLadder
Lập trình PLC Fatek trên phần mềm WinProLadder rất trực quan vì giao diện của nó thuần về sơ đồ Ladder (thang). Đối với dòng Fatek (đặc biệt là dòng FBs series phổ biến), hệ thống quản lý vùng nhớ và tập lệnh tương đối đơn giản nhưng rất tối ưu.
Dưới đây là hướng dẫn tổng quan từ cách cấu hình vùng nhớ đến cấu trúc một chương trình cơ bản để anh dễ dàng triển khai.
1. Bản Đồ Vùng Nhớ Cơ Bản (Memory Mapping)
Trước khi viết lệnh, cần nắm rõ các ký hiệu đầu vào/ra và các thanh ghi nội bộ của Fatek:
| Ký hiệu | Loại vùng nhớ | Chức năng | Ví dụ |
| X | Digital Input | Ngõ vào số (nút nhấn, cảm biến…) | X0, X1 |
| Y | Digital Output | Ngõ ra số (relay, contactor, đèn…) | Y0, Y1 |
| M | Internal Relay | Relay trung gian nội bộ (bit internal) | M0, M100 |
| T | Timer | Bộ định thời (T0 ~ T255) | T0 (Cần chỉ định độ phân giải ms) |
| C | Counter | Bộ đếm (C0 ~ C255) | C0 (Đếm lên hoặc đếm xuống) |
| R / D | Data Register | Thanh ghi dữ liệu 16-bit (Lưu giá trị số) | R0, R100 |
2. Các Bước Tạo Dự Án Mới Trên WinProLadder
Để bắt đầu một chương trình, anh thực hiện tuần tự các bước sau:
3. Cấu Trúc Lệnh Và Cách Nhập Lệnh Thường Gặp
Khi viết lệnh trong WinProLadder, có thể dùng chuột chọn trên thanh công cụ hoặc dùng phím tắt để thao tác nhanh hơn:
Tiếp điểm và Ngõ ra (Bit Logic)
-
Thường mở (NO): Phím tắt
ANhập địa chỉ (Ví dụ:X0). -
Thường đóng (NC): Phím tắt
BNhập địa chỉ (Ví dụ:X1). -
Cuộn dây ngõ ra (Coil): Phím tắt
ONhập địa chỉ đầu ra (Ví dụ:Y0).
Khối Hàm Ứng Dụng (Function – F) Có thể nhập con số hoặc chữ theo đúng cú pháp trong hàm.
Để gọi các lệnh xử lý số toán học, truyền thông, hoặc Timer/Counter, anh nhấn phím tắt F (hoặc F8) trên bàn phím để mở hộp thoại lệnh:
-
Timer: Nhập tên lệnh là
TMR. Cú pháp gồm số hiệu Timer và giá trị đặt (PV).-
Ví dụ:
T0và số dòng dưới nhậpPV = 100(Nếu T0 là loại 0.01s thì 100 tương đương 1 giây).
-
-
Counter: Nhập tên lệnh là
CTR. Cú pháp gồm số hiệu Counter và giá trị đặt. -
Toán học / Dịch chuyển dữ liệu: Dùng lệnh
MOV(Dịch chuyển),ADD(Cộng),SUB(Trừ)…
4. Đoạn Mạch Giao Tiếp Cơ Bản (Mạch Tự Giữ)
Dưới đây là cấu trúc một đoạn mạch l lật (Start/Stop) kinh điển bằng sơ đồ thang trong WinProLadder để điều khiển ngõ ra Y0:
Plaintext
X0 (Start) X1 (Stop) Y0
---| |------------|/|-------------------------( )---
| |
| Y0 |
---| |-------
-
Nguyên lý: Nhấn
X0–Y0có điện. Khi buôngX0, tiếp điểmY0ở nhánh dưới đã đóng lại để tự giữ nguồn điện cho chính nó. NhấnX1(thường đóng sẽ hở ra) –Y0mất điện.
5. Cách Giao Tiếp, Mô Phỏng Và Đổ Chương Trình
-
Chạy mô phỏng (Simulation): Nếu không có thiết bị thật, anh vào PLC > Simulation để kích hoạt chế độ giả lập. Sau đó nhấn PLC > Run để test logic mạch.
-
Kết nối thật: Vào PLC > Connections (On-Line) hoặc nhấn F12, chọn đúng cổng COM (hoặc cáp USB-to-Serial), cài đặt tốc độ Baudrate (Mặc định của Fatek thường là 9600, 7, E, 1).
-
Nạp chương trình: Chọn PLC > On-Line để đổ chương trình xuống.
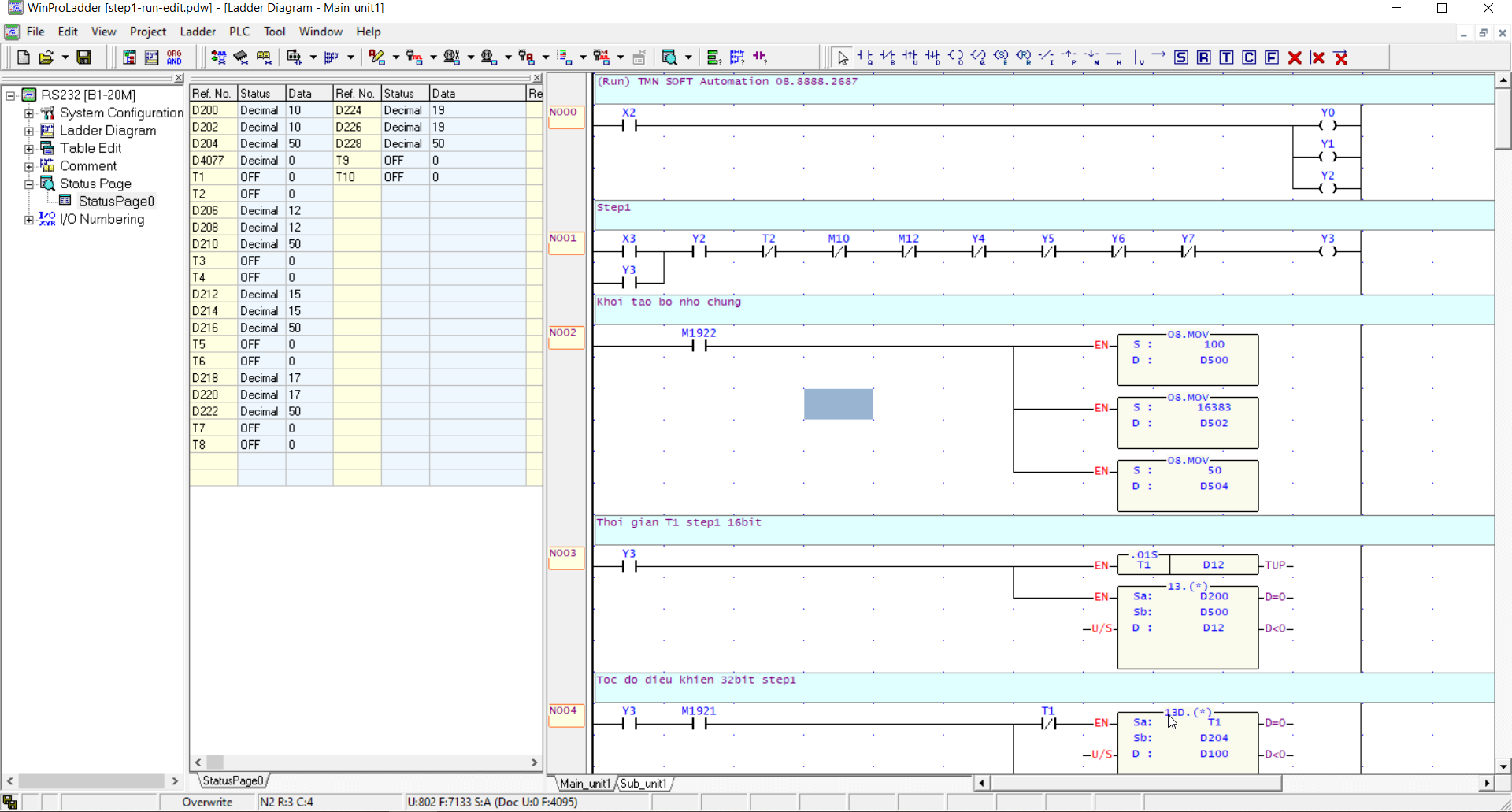
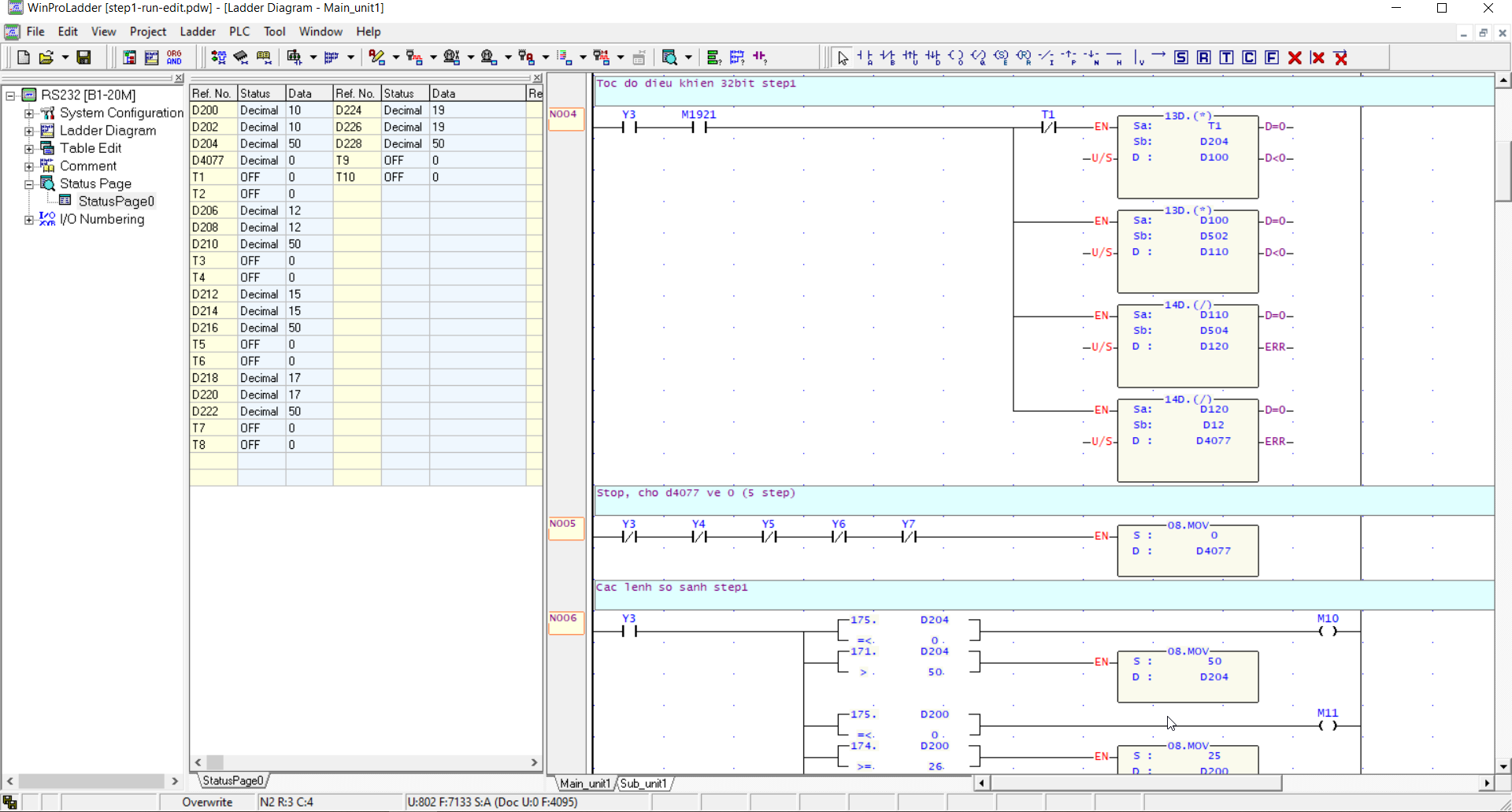
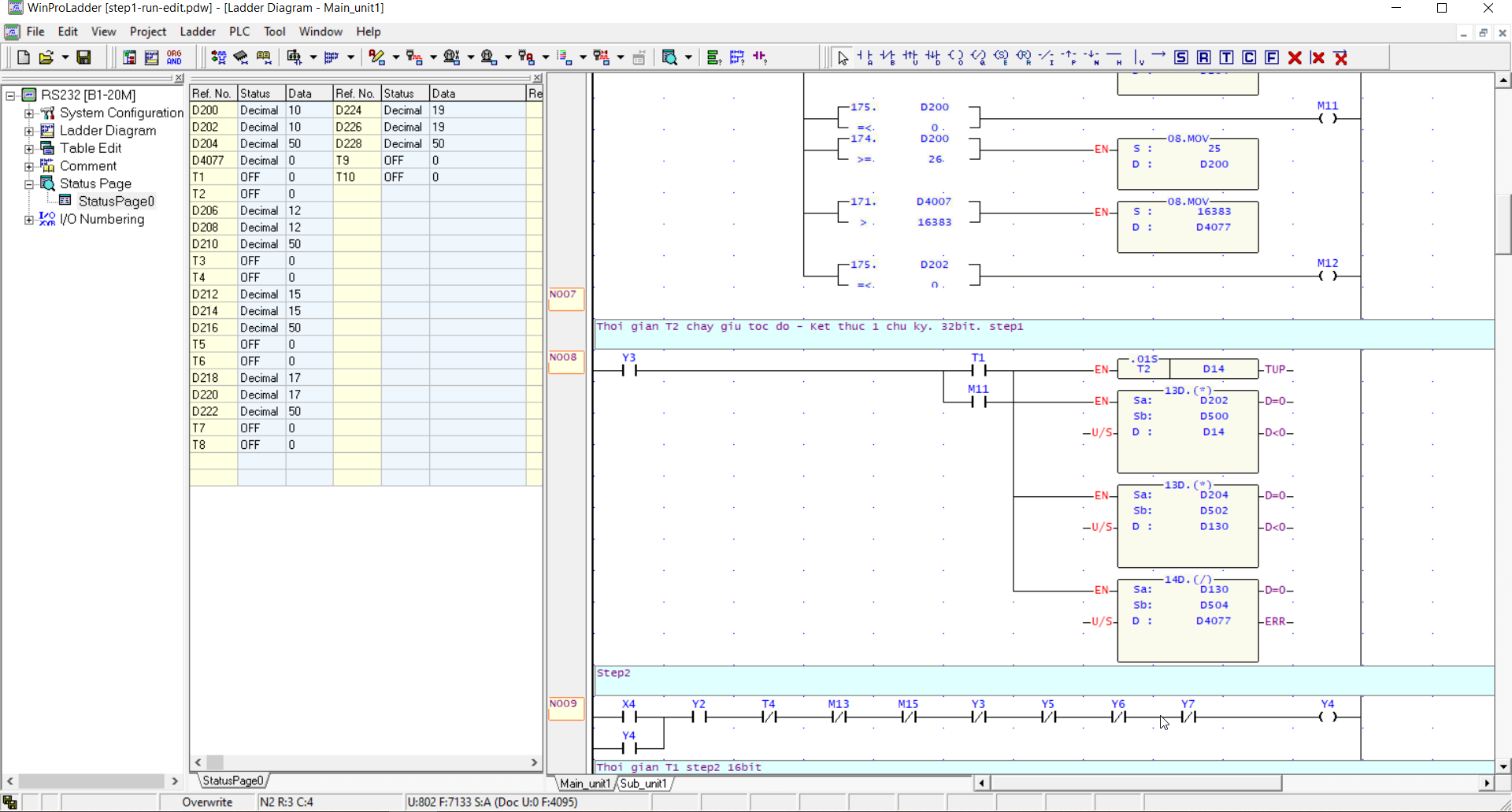
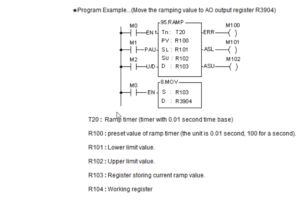
6. Viết chương trình thật cho PLC điều khiển máy mài sợi quang
Điều khiển motor thông qua module Analog B1-L2DA
Với module này bạn gắn về phía bên trái của PLC và phải add module vào I/O numbering. Module này có 2 địa chỉ xuất ra đó là D4076 cho CH0, D4077 cho CH1.
Với bài lập trình phía dưới thì đang chọn V1+ tức là xuất tín hiệu ra trên kênh 2 với điện áp từ 0-10v tương ứng từ 0-16383.
Các ô nhập giá trị từ HMI ta dùng từ D200 trở lên để nhớ giá trị khi mất điện.
Các X2, x3… là các ngõ vào PLC (Nhưng khi chạy giả lập thì vẫn điều khiển ON OFF được)
Các bộ định thời gian dùng T1, T2… 0.01s nên hệ số k là 100 để tính ra được 1s.
Các phép toán + – * /, và các phép so sánh thì các bạn tham khảo như trong hình.
Cần hỗ trợ thêm về gì hãy liên hệ với chúng tôi.