Lập trình PLC Mitsubishi (đặc biệt là dòng FX Series phổ biến như FX1N, FX2N, FX3U) là một kỹ năng nền tảng trong tự động hóa công nghiệp. Để đi từ cơ bản đến nâng cao, bạn cần nắm vững cấu trúc lệnh và tư duy giải thuật.
Dưới đây là lộ trình học tập bài bản dành cho bạn:
1. Các lệnh Logic cơ bản (Bit Instructions)
Đây là những “viên gạch” đầu tiên để xây dựng chương trình theo dạng Ladder Logic (Sơ đồ thang).
-
LD (Load) / LDI (Load Inverse): Tiếp điểm thường mở / thường đóng.
-
OUT: Cuộn dây đầu ra (Coil).
-
AND / ANI: Kết nối nối tiếp tiếp điểm thường mở / thường đóng.
-
OR / ORI: Kết nối song song tiếp điểm thường mở / thường đóng.
-
SET / RST (Reset): Giữ trạng thái đầu ra và xóa trạng thái. Đây là lệnh cực kỳ quan trọng để thay thế các mạch duy trì phức tạp.
-
LDP / LDF: Lệnh bắt cạnh lên (Rising edge) và cạnh xuống (Falling edge). Rất hữu ích khi bạn chỉ muốn kích hoạt một xung duy nhất khi nhấn nút.
2. Timer và Counter (Bộ định thời và Bộ đếm)
Để điều khiển máy móc hoạt động theo trình tự thời gian hoặc số lượng sản phẩm.
-
Timer (T): Có các loại như 100ms, 10ms, 1ms. Khi học cần chú ý cách tính toán giá trị đặt (K).
-
Ví dụ:
OUT T0 K50(T0 sẽ đóng sau 5 giây).
-
-
Counter (C): Bộ đếm tiến hoặc đếm lên/xuống (32-bit).
-
Ví dụ:
OUT C0 K10(C0 đóng khi đếm đủ 10 xung).
-
3. Các lệnh xử lý dữ liệu (Data Instructions)
Khi bạn bắt đầu làm việc với số liệu, nhiệt độ, áp suất hoặc tính toán toán học.
-
MOV (Move): Di chuyển dữ liệu từ ô nhớ này sang ô nhớ khác hoặc từ hằng số vào ô nhớ (Thanh ghi D).
-
Ví dụ:
MOV K100 D0(Gán giá trị 100 vào thanh ghi D0).
-
-
So sánh (CMP, ZCP, <, >, =): So sánh giá trị của hai thanh ghi để đưa ra quyết định điều khiển.
-
*Toán học (+, -, , /):
ADD,SUB,MUL,DIV. Lưu ý khi nhân/chia kết quả có thể chiếm 2 thanh ghi liên tiếp (32-bit).
4. Lập trình nâng cao và Điều khiển chuyển động
Ở mức độ này, bạn sẽ làm chủ các hệ thống phức tạp hơn như Servo, Biến tần, hoặc kết nối HMI.
-
Lệnh xử lý Analog: Sử dụng các lệnh
FROM/TO(đối với dòng cũ) hoặc truy cập trực tiếp vùng nhớ (đối với dòng mới như FX3U, L, Q) để đọc giá trị cảm biến áp suất, lưu lượng. -
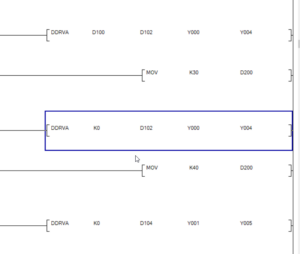
Phát xung tốc độ cao (High-speed Pulse): Các lệnh như
PLSY,PLSR,DRVI,DRVA. Đây là phần cốt lõi để điều khiển vị trí (Positioning Control) cho động cơ Bước (Stepper) hoặc Servo. -
Xử lý ngắt (Interrupt): Dùng để xử lý các sự kiện cần tốc độ phản hồi cực nhanh mà chu kỳ quét (Scan time) của PLC không đáp ứng kịp.
-
Truyền thông (Communication): Lập trình Modbus RTU, RS485 để điều khiển biến tần hoặc đọc dữ liệu từ các thiết bị ngoại vi.
5. Phần mềm và Công cụ mô phỏng
Để thực hành hiệu quả, bạn nên cài đặt bộ phần mềm của Mitsubishi:
-
GX Developer: Phiên bản cũ, nhẹ, ổn định cho dòng FX đời thấp.
-
GX Works2: Phổ biến nhất hiện nay, hỗ trợ tốt FX3U và các dòng L, Q.
-
GX Works3: Dành cho các dòng đời mới như FX5U, dòng R.
Lời khuyên: Bạn nên bắt đầu bằng việc viết các bài toán nhỏ như: Điều khiển đèn giao thông, đảo chiều động cơ sao-tam giác, sau đó tiến tới điều khiển bồn nước dùng Analog và cuối cùng là điều khiển cánh tay robot dùng Servo.