Chào bạn, chúng ta đã đi qua các lệnh logic cơ bản và xung nhịp. Bây giờ là lúc mang yếu tố thời gian vào chương trình. Đây là phần không thể thiếu để điều khiển các quy trình như: khởi động tuần tự, trễ tín hiệu cảm biến, hay sấy sản phẩm.
Bài 4: Lệnh Timer (T) – Bộ định thời
Trong PLC Mitsubishi, Timer giống như một chiếc đồng hồ bấm giờ. Khi cuộn dây của Timer có điện, nó bắt đầu đếm. Khi đếm đủ thời gian cài đặt, tiếp điểm của nó sẽ đóng lại (hoặc mở ra).
1. Cú pháp lệnh
Cấu trúc lệnh Timer luôn gồm 3 thành phần:
OUT [T…] [K…]
-
T: Ký hiệu của Timer (ví dụ: T0, T1, T10…).
-
K: Hằng số thời gian (giá trị đặt).
-
Đơn vị đo: * Mặc định đa số các Timer (như T0 – T199 của dòng FX) có đơn vị là 100ms (0.1 giây).
-
Công thức: Thời gian thực (giây) = K / 10.
-
Ví dụ: Để trễ 5 giây, ta nhập
K50. Để trễ 10 giây, ta nhậpK100.
-
2. Cách hoạt động
-
Khi điều kiện phía trước Timer có điện: Timer bắt đầu đếm từ 0 đến K.
-
Khi giá trị đếm bằng K: Tiếp điểm T (thường mở/thường đóng) sẽ tác động.
-
Khi điều kiện phía trước Timer mất điện: Timer lập tức tự động Reset về 0 và tiếp điểm trở lại trạng thái ban đầu.
3. Ví dụ minh họa chi tiết
Bài toán: Điều khiển trễ đèn báo.
Khi nhấn nút Start (X0), 5 giây sau thì Đèn (Y0) mới sáng. Nhấn Stop (X1) thì đèn tắt ngay lập tức.
Sơ đồ Ladder:
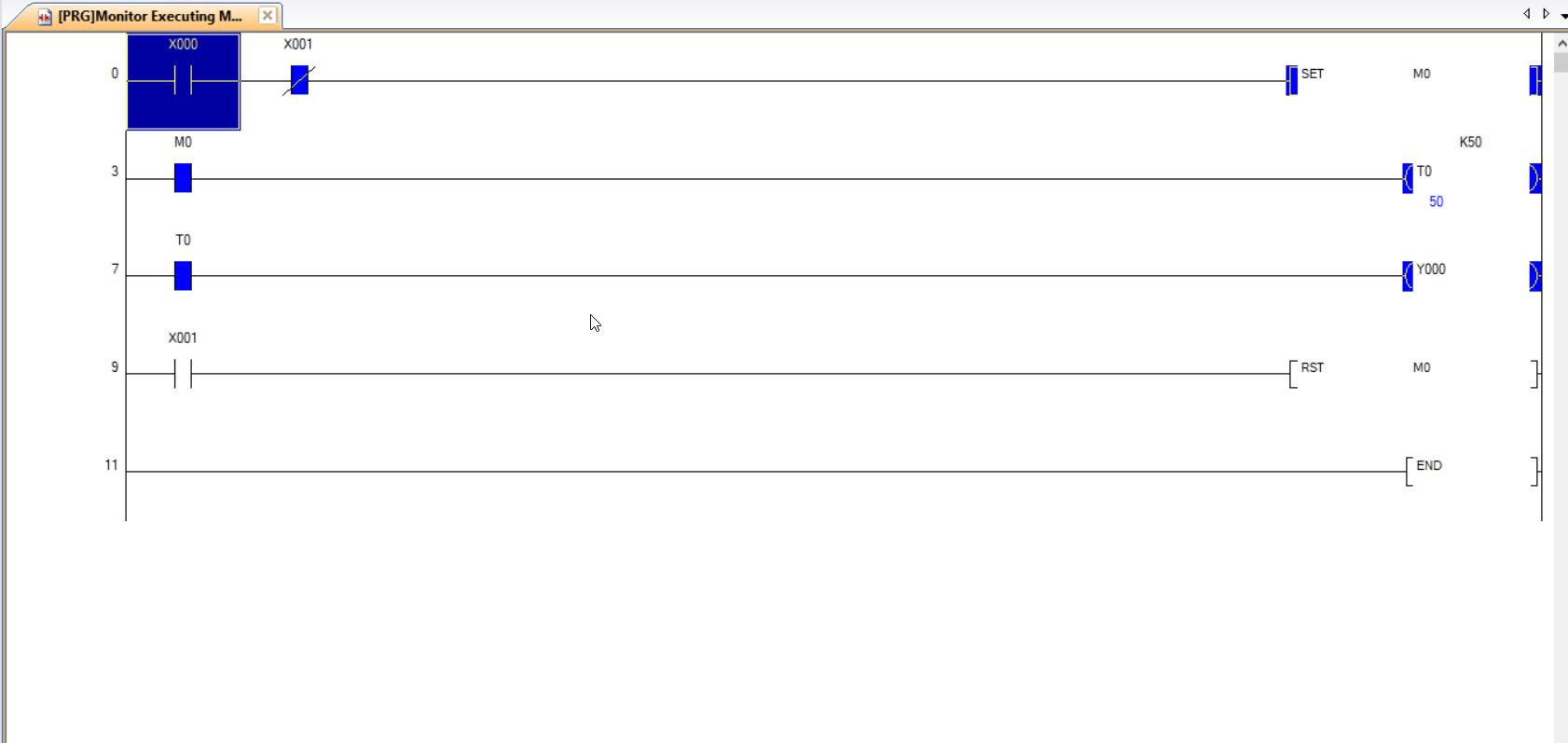
Đoạn mã
|--[ LD X0 ]-------[ ANI X1 ]--------------( SET M0 )--|
| |
|--[ LD M0 ]-------------------------------( OUT T0 K50 )--|
| |
|--[ LD T0 ]-------------------------------( OUT Y0 )--|
| |
|--[ LD X1 ]-------------------------------( RST M0 )--|
Giải thích:
-
Khi nhấn X0, rơ le trung gian
M0được SET để giữ trạng thái. -
Khi
M0có điện, TimerT0bắt đầu đếm. -
Sau 50 x 0.1s = 5 giây, tiếp điểm thường mở
T0đóng lại, làm cho đầu raY0(Đèn) sáng. -
Khi nhấn X1,
M0bị Reset -> Mất điện cấp choT0->T0tự Reset về 0 và đènY0tắt ngay.
4. Các loại Timer cần lưu ý (Dòng FX)
-
T0 – T199: Timer thường (100ms). Mất điện là mất giá trị đếm.
-
T200 – T245: Timer nhanh (10ms). Thích hợp cho các bài toán cần độ chính xác cao.
-
T246 – T255: Timer chốt (Retentive). Loại này cực kỳ đặc biệt: Nếu đang đếm được 3 giây mà PLC mất điện, khi có điện lại nó sẽ đếm tiếp từ giây thứ 3 chứ không về 0. (Để xóa loại này bắt buộc phải dùng lệnh
RST).
5. Mẹo thực tế cho thợ máy
Trong công nghiệp, Timer thường được dùng để “lọc nhiễu” cảm biến. Ví dụ, một cảm biến tiệm cận bị rung lắc có thể báo tín hiệu ảo. Bạn hãy cho tín hiệu cảm biến đi qua một Timer K2 (0.2s). Nếu tín hiệu giữ liên tục trên 0.2s thì PLC mới công nhận đó là vật thật. Điều này giúp hệ thống của bạn chạy cực kỳ ổn định.
Bạn đã sẵn sàng để “đếm” số lượng sản phẩm chưa? Bài tiếp theo sẽ là Bài 5: Lệnh Counter (C) – Bộ đếm.