Để kết nối PLC LS (dòng DN60SU) với HMI Weintek (dòng MT6071IP), bạn cần tuân thủ cấu hình phần cứng và cài đặt phần mềm chi tiết như sau:
1. Kết nối vật lý (Sơ đồ chân)
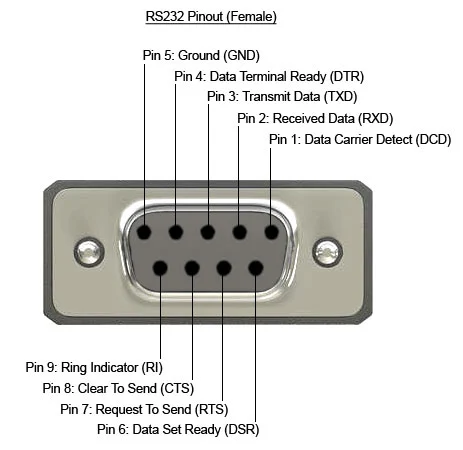
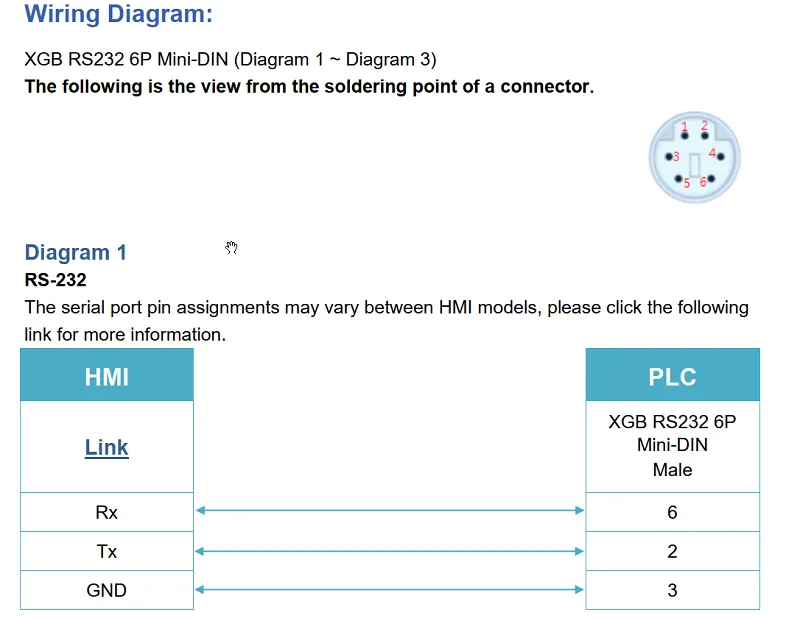
Kết nối qua RS232
Đây là kết nối điểm-điểm, khoảng cách ngắn.
-
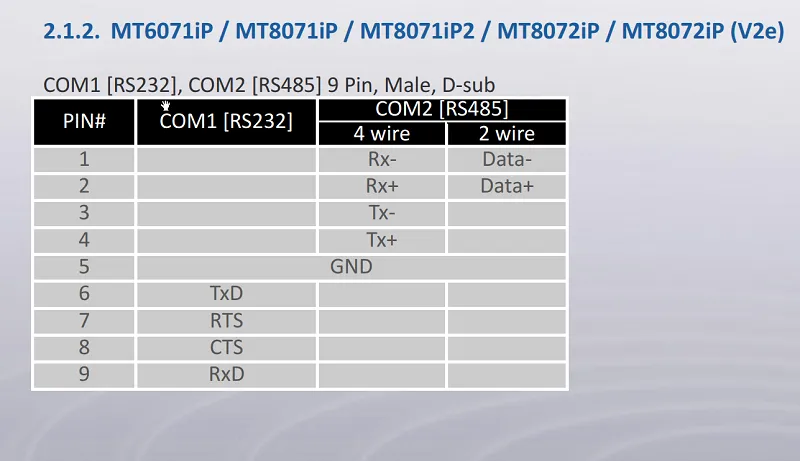
HMI MT6071IP (Cổng COM1 – DB9 Female):
-
Chân 9: RX
-
Chân 6: TX
-
Chân 5: GND
-
-
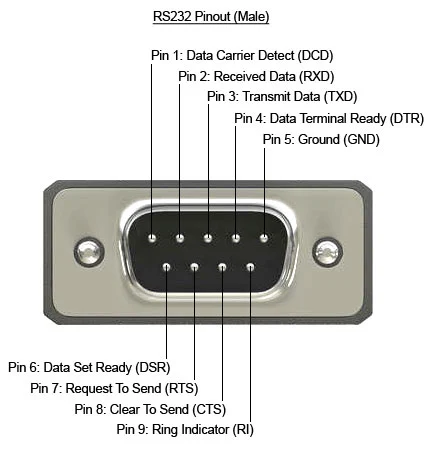
PLC LS (Cổng RS232 – Mini DIN hoặc Terminal tùy phiên bản):
-
Bạn cần cáp chuyển đổi từ cổng tròn/terminal của LS sang chuẩn RS232 tiêu chuẩn (TX, RX, GND). Hãy đảm bảo TX của PLC nối vào RX của HMI và ngược lại.
-
Kết nối qua RS485 (Khuyên dùng cho công nghiệp)
Đây là chuẩn kết nối ổn định hơn, hỗ trợ truyền thông khoảng cách xa.
-
HMI MT6071IP (Cổng COM1 – DB9 Female):
-
Chân 1: Data- (RS-485-)
-
Chân 2: Data+ (RS-485+)
-
Chân 5: GND
-
-
PLC LS (DN60SU):
-
Sử dụng khối Terminal RS485 trên PLC (thường ký hiệu là TR+ và TR-).
-
Kết nối: HMI Pin 1 (Data-) -> PLC TR- và HMI Pin 2 (Data+) -> PLC TR+.
-
2. Cài đặt trong phần mềm EasyBuilder Pro
Khi tạo dự án trên máy tính, bạn thiết lập như sau:
-
Thêm thiết bị (System Parameter Settings):
-
Nhấn New Device/Server.
-
Device Type: Chọn
LS Electric->CnethoặcXGT Series(Tùy thuộc vào giao thức mà PLC của bạn đang sử dụng. Thường với dòng DN60SU, bạn chọn LS XGB Series).
-
-
Thiết lập cấu hình giao tiếp (Interface):
-
Interface: Chọn
RS232hoặcRS485(tương ứng với kết nối vật lý của bạn). -
Communication parameters:
-
Baud rate: 19200 (hoặc 38400 tùy PLC).
-
Data bits: 8.
-
Stop bits: 1.
-
Parity: Even (thường mặc định của LS).
-
Station Number: 0 (hoặc trùng với Station No. đã đặt trong phần mềm lập trình PLC LS).
-
-
3. Lưu ý quan trọng
-
Phần mềm PLC: Đảm bảo bạn đã cấu hình cổng truyền thông trong phần mềm PLC (XG5000). Vào phần Parameter -> Communication Settings để thiết lập cổng 1 hoặc 2 trùng khớp với thông số đã cài trên HMI.
-
Điện trở cuối dòng: Nếu sử dụng RS485 cho khoảng cách dài, hãy gắn điện trở 120 Ohm ở hai đầu của mạng truyền thông để tránh nhiễu tín hiệu.
-
Cáp: Nếu bạn tự làm cáp, hãy dùng dây xoắn đôi có bọc giáp (shielded twisted pair) để giảm thiểu nhiễu từ môi trường công nghiệp.
Nếu bạn cần hướng dẫn chi tiết về sơ đồ nối dây cụ thể cho từng đầu jack cắm hoặc gặp lỗi kết nối (“PLC No Response”), hãy cho tôi biết loại cổng cụ thể bạn đang dùng trên thân máy PLC nhé!
//
Giao thức kết nối ok cho HMI MT6071IP với PLC DN60SU qua RS232
HMI – PLC
5 GND sọc -> nối vào chân số 3 hàng ngoài phía phải PLC
6 TxD đỏ -> nối vào chân số 1 hàng ngoài phía phải PLC
9 RxD đen -> nối vào chân số 2 hàng ngoài phía phải PLC
Giao thức RS485
5 GND sọc -> nối vào chân số 3 hàng trong phía phải PLC
1 Data- đỏ -> nối vào chân số 2 hàng trong phía phải PLC
2 Data+ đen -> nối vào chân số 1 hàng trong phía phải PLC
Trên XG5000
Internal Cnet
Basic
CH 1 – CH 2 như nhau
Type: RS232C
Baud Rate: 9600 -> 115200
Terminating Resistors: Disable
Station No: 0
Operation Mode
CH 1: XGT server
CH 2: XGT server
Advanced để mặc định
8, 1, none, disable, Null Modem, -, 1, 0, 1
ok
Nếu có thay đổi thì lưu lại rồi nạp vào PLC, sau đó check lại
Compare to PLC hiện xanh là ok.
Trên HMI
Home/Sytem Paramaters
thêm giao tiếp dòng PLC
Chọn PLC/ LS industrial Systems/ LS XBM/XBC Cnet
RS232 / Com 1, 115200, 8 bits, None, 1 Bits, (sec 1.0), (ms 0), The nuberr 0
ok
Station: 0
ko tich
ko tich
5, 60, 60
ok

Pinout cáp RS232 UGREEN
Kết nối cổng cáp từ usb ra rs232:
Chân 2 Rx nối vào chân 2 PLC LS.
Chân 3 Tx nối vào chân 1 PLC LS.
Chân 5 GND nối vào chân 3 PLC LS.