Để bạn dễ hình dung cách một mạch điện cơ bản hoạt động trong PLC LS XGK, tôi sẽ mô tả mạch “Tự giữ” (Self-Holding Circuit). Đây là mạch nền tảng nhất dùng để điều khiển các thiết bị như động cơ, băng tải, hay đèn báo.
Mạch tự giữ (Start/Stop)
Mạch này cho phép bạn nhấn nút Start để khởi động thiết bị, sau đó dù bạn thả tay ra khỏi nút Start, thiết bị vẫn tiếp tục chạy cho đến khi bạn nhấn nút Stop.
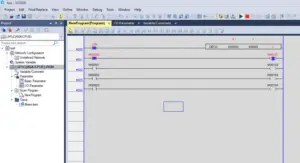
1. Sơ đồ logic (Ladder)
Đây là cách sắp xếp các lệnh trong phần mềm XG5000:
-
P00 (Start): Nút nhấn thường mở (NO).
-
P01 (Stop): Nút nhấn thường đóng (NC).
-
M00 (Motor): Biến đầu ra (hoặc địa chỉ P) điều khiển thiết bị.
Giải thích hoạt động:
-
Trạng thái nghỉ: Khi chưa nhấn gì,
P00hở,P01đóng (do là NC),M00tắt. -
Nhấn Start (P00): Dòng điện đi qua
P00vàP01đến kích hoạtM00. -
Tự giữ: Khi
M00có điện, tiếp điểmM00song song vớiP00sẽ đóng lại. Lúc này, dù bạn thả tay khỏiP00, dòng điện vẫn đi qua tiếp điểmM00để duy trì điện cho cuộn dây. -
Nhấn Stop (P01): Khi nhấn nút Stop, tiếp điểm NC
P01sẽ hở ra, ngắt dòng điện toàn bộ nhánh, làmM00mất điện và dừng lại.
2. Các lệnh mã nguồn (Instruction List)
Nếu bạn chuyển từ dạng hình thang (Ladder) sang dạng mã lệnh (Instruction List) trong XG5000, code sẽ trông như thế này:
Structured Text
LD P00 // Kiểm tra nút Start
OR M00 // Hoặc nếu M00 đã đang chạy (tự giữ)
ANDN P01 // Và nút Stop không được nhấn (phải ở trạng thái đóng)
OUT M00 // Xuất ra đầu ra M00
3. Lưu ý quan trọng khi triển khai thực tế
-
Nút Stop luôn là NC (Thường đóng): Trong công nghiệp, nút Stop luôn được đấu nối là tiếp điểm thường đóng (NC) trên phần cứng (PLC input). Điều này đảm bảo an toàn: nếu dây dẫn bị đứt hoặc mất kết nối, PLC sẽ tự hiểu là đang nhấn Stop và ngắt thiết bị ngay lập tức.
-
Địa chỉ P: Trong ví dụ trên, tôi dùng
M00(Bit nhớ nội bộ). Nếu bạn muốn xuất tín hiệu ra dây dẫn thực tế trên PLC để chạy động cơ, hãy thayM00bằng địa chỉPtương ứng (ví dụ:P20).
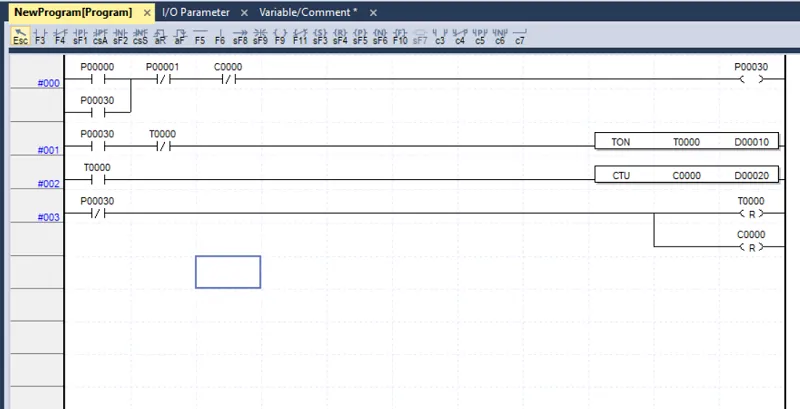
Ví dụ test trên phần mềm
PLC đầu vào P0 start, P1 stop, T0 thời gian, P40 ngõ ra.
P40 duy trì khi khởi động
P40 đóng -> TON T0 chạy đếm thời gian
P40 lấy xung sườn lên cho lệnh MOV giá trị từ D10 sang D20
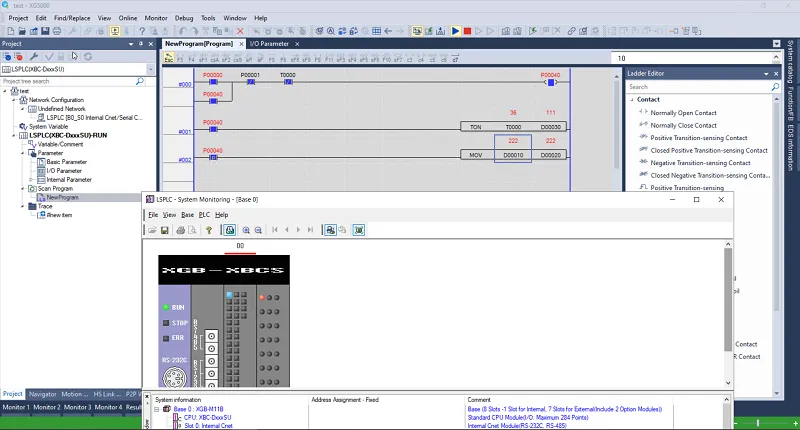
Mạch thiết kế có dùng T và C