Chào bạn, sau khi đã làm chủ thời gian với Timer, chúng ta sẽ sang một lệnh quan trọng không kém để quản lý số lượng sản phẩm, số lần máy hoạt động hay các bước trong một quy trình.
Bài 5: Lệnh Counter (C) – Bộ đếm
Counter trong PLC Mitsubishi hoạt động giống như một chiếc máy đếm cầm tay. Mỗi khi có một tín hiệu (xung) kích vào, nó sẽ tăng giá trị đếm lên 1. Khi đếm đủ số lượng đã cài đặt, nó sẽ đóng tiếp điểm để thực hiện một hành động nào đó.
1. Cú pháp lệnh
Cũng giống như Timer, Counter cần một địa chỉ và một giá trị đặt:
OUT [C…] [K…]
-
C: Ký hiệu của Counter (ví dụ: C0, C1, C10…).
-
K: Số lượng cần đếm.
-
Ví dụ:
OUT C0 K10nghĩa là bộ đếm C0 sẽ kích hoạt khi nhận đủ 10 xung.
-
2. Cách hoạt động (Cực kỳ quan trọng)
Khác với Timer, Counter có cách hoạt động rất đặc thù mà bạn cần nhớ kỹ:
-
Điều kiện kích hoạt: Counter chỉ đếm khi tín hiệu đầu vào chuyển từ OFF sang ON (cạnh lên). Nếu bạn giữ nguyên tín hiệu ON, nó cũng chỉ đếm 1 lần.
-
Khi đếm đủ (Giá trị hiện tại = K): Tiếp điểm của Counter sẽ đóng lại và giữ nguyên trạng thái ON kể cả khi tín hiệu kích vào không còn nữa.
-
Lệnh Reset (Bắt buộc): Counter không tự động về 0. Để bắt đầu đếm lại vòng mới hoặc tắt tiếp điểm Counter, bạn bắt buộc phải dùng lệnh RST.
3. Ví dụ minh họa chi tiết
Bài toán: Máy đóng bao sản phẩm.
Cứ mỗi khi có 5 sản phẩm đi qua cảm biến (X0), một cánh tay gạt (Y0) sẽ đẩy bao hàng ra ngoài. Sau đó nhấn nút Reset (X1) để bắt đầu lượt đếm mới.
Sơ đồ Ladder:
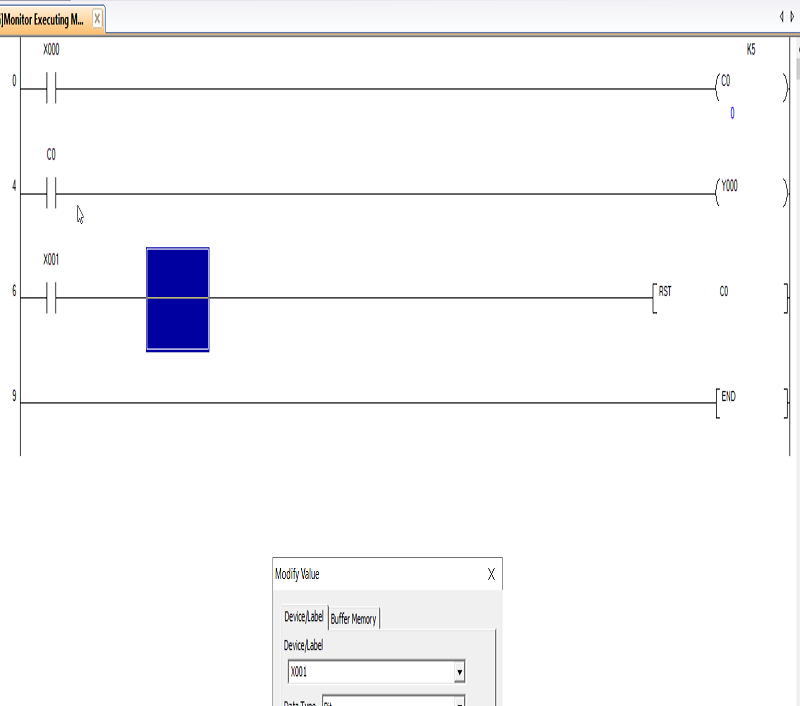
Đoạn mã
|--[ LD X0 ]-------------------------------( OUT C0 K5 )--|
| |
|--[ LD C0 ]-------------------------------( OUT Y0 )-----|
| |
|--[ LD X1 ]-------------------------------( RST C0 )-----|
Giải thích:
-
Mỗi lần vật đi qua cảm biến X0,
C0tăng lên 1. -
Khi
C0đạt đến 5, tiếp điểm thường mởC0đóng lại làm đầu ra Y0 (Cánh tay gạt) hoạt động. -
Lúc này, dù có thêm bao nhiêu vật đi qua X0, Y0 vẫn cứ ON.
-
Chỉ khi nhấn nút X1, lệnh
RST C0thực hiện: Giá trị đếm của C0 về 0, tiếp điểm C0 mở ra -> Y0 tắt.
4. Phân loại Counter trong dòng FX
-
C0 – C99: Bộ đếm 16-bit (Đếm từ 0 đến 32,767). Đây là loại thường, mất điện sẽ mất giá trị đếm.
-
C100 – C199: Bộ đếm chốt (Latched/Retentive). Nếu đang đếm đến 3 mà mất điện, khi có điện lại nó vẫn nhớ số 3.
-
C200 – C234: Bộ đếm 32-bit (Đếm lên đến hơn 2 tỷ).
-
C235 – C255: High-speed Counter (Bộ đếm tốc độ cao). Đây là loại dùng để đọc xung từ Encoder (đo tốc độ động cơ, chiều dài vải, vị trí cơ khí). Nó hoạt động độc lập với chu kỳ quét của PLC.
5. Mẹo thực tế cho kỹ thuật viên
Khi lập trình đếm sản phẩm, đôi khi cảm biến bị “rung” khiến 1 sản phẩm bị đếm thành 2. Để xử lý triệt để, bạn nên kết hợp với lệnh bắt cạnh xung ở Bài 3:
LDP X0->OUT C0 K5
Điều này đảm bảo tính chính xác tuyệt đối cho hệ thống của bạn.
Chúng ta đã xong các lệnh về Bit và số đếm cơ bản. Bạn đã sẵn sàng bước sang “vùng đất” của dữ liệu và các con số chưa? Bài 6: Lệnh MOV (Di chuyển dữ liệu) – lệnh khởi đầu cho mọi tính toán nâng cao.